




Exicom’s Industry 4.0 Path to Zero-Defect EV Chargers
.webp)
It is currently Tuesday morning, 2 am, during the rainy season when a car comes to your station with just 4% left in its battery, but all you see is a "System Fault" message on the dashboard. To them, it’s a stranded night; to you, as a CPO, it’s a hit to your uptime KPIs and a scathing social media post in the making. The culprit? a tiny, microscopic fracture in a capacitor, a "hidden defect" that passed a human visual check months ago but succumbed to the humidity.
EV chargers are exposed to a wide range of conditions
DC Fast charging stations for electric cars are some of the very few medium to high power electronic systems whose operation requires uninterrupted operation even during off hours in harsh outdoor conditions. This is more applicable to countries like India and Southeast Asia. Temperature changes cause the chargers to operate in an environment where the temperature rises above 45deg C, there is rain, moisture, and dust. These external stresses not only affect the outer environment but also cause internal stress to sensitive power electronics.
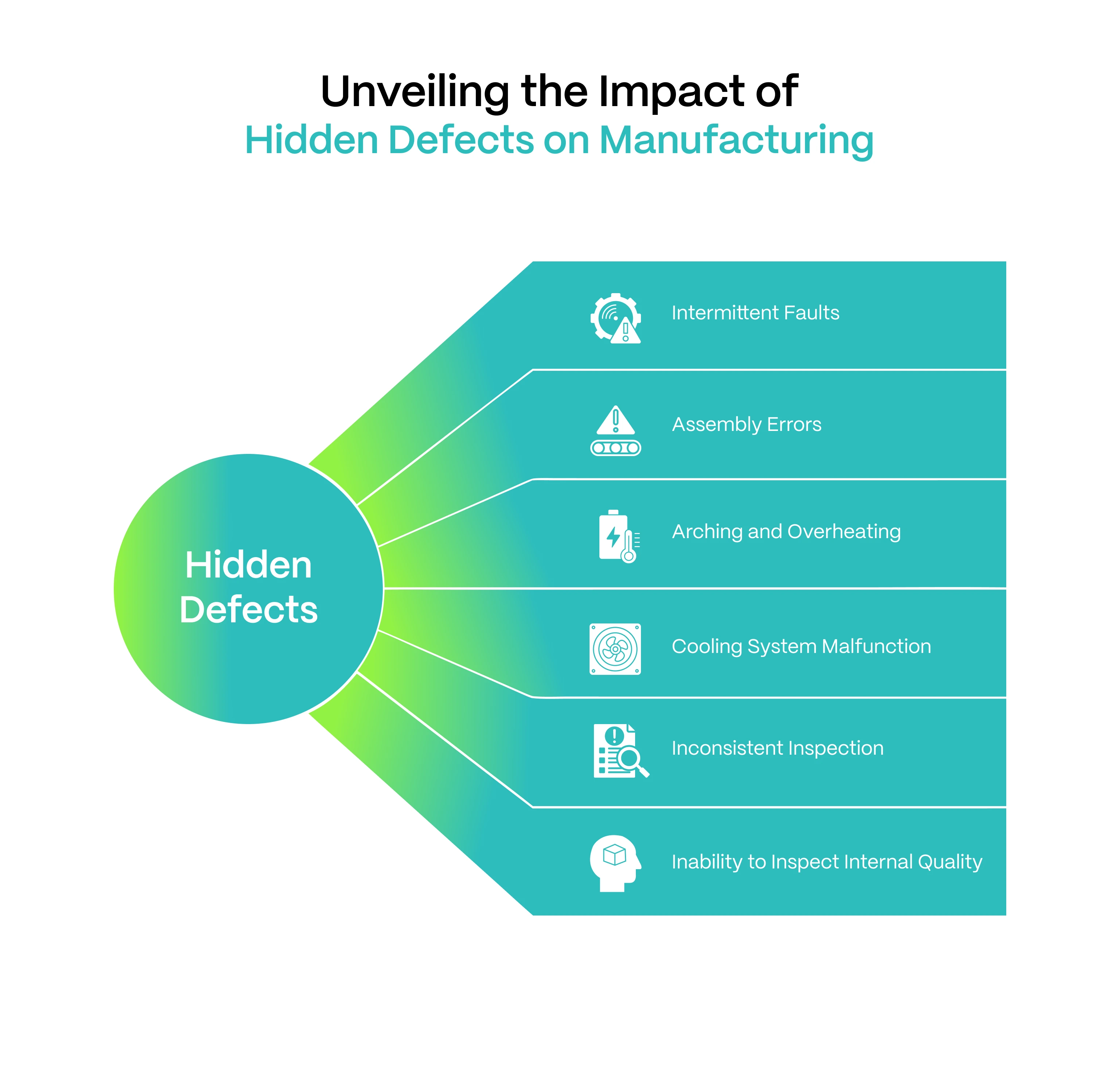
Hidden defects during manufacturing later cause downtime
While a design might be theoretically perfect, the transition to mass manufacturing introduces a new set of risks. The main source of downtime several months after installation is hidden defects, (unseen flaws that are not obvious with a simple power-on test). These might be small fractures in multi-layer ceramic capacitors (MLCCs), poor terminal bolt torques on high-current capacitors, cold (resistive) solders that look normal, or poor connections on fuses, sensors, and other components.
These latent defects are a CPO's worst nightmare. They can cause intermittent faults: the charger may work to charge an electric vehicle with 10kW but may not be able to supply 120kW without causing the terminal to overheat. According to data, technological malfunctions (communication breakdowns and equipment faults) make up almost 19-20% of charging failures.
Errors in assembly, particularly with manual inspection, easily go undetected, directly leading to downtime. In a conventional manufacturing environment, manual assembly and visual checks play a significant role. But with charger designs that are more complex, higher power densities and complicated wiring, the human eye is no longer sufficient. It is easy for a technician to overlook a slightly lose connection or a part that has been shifted slightly out of alignment. While these problems may not seem significant, for high-voltage DC power electronics they are.
An arcing high-voltage connection might result from a loose connection, and this can lead to catastrophic localized heating and ultimately fire. Likewise, a slight misalignment in the cooling fan assembly could cause the fan to not be able to move enough air to cause the unit to derate on a warm day. These "escapes", or flaws that are undetected by the manufacturing process, lead to bad user experiences in many existing charging networks. Research indicates that manual inspection can have as high as 10-15% defects in complex electronic assemblies, which is unacceptable for a CPO. Human vision alone cannot inspect for internal functional defects on a grand scale.
Scale is important in the world of manufacturing, critical to meeting global supply chains, but manual inspection falls short. No piece of equipment can "inspect-in" quality at thousands of products per month. Visual inspection is not an absolute; one inspector's idea of a "good" solder joint might not be the same as another's, particularly at the end of a long shift.
Finally, human inspectors cannot see a lot of internal quality issues. An inspector cannot visually inspect the resistance of a cable harness or the flux density of a transformer. They cannot check to see if the Public Key Infrastructure (PKI) certificates used for a Plug and Charge session were loaded into the control board. To achieve reliability at such a large scale, as needed for the next decade of EV infrastructure, the future of manufacturing is in the objective and automated measurement systems that remove humans from the inspection process altogether.
Defects can be minimized through automated, multi-stage testing ecosystems
To address these issues, reliability needs to be designed in by bringing testing into the assembly process, a fundamental Industry 4.0 approach. Exicom uses a detailed Verification and Validation (V&V) process where "Quality Gates" ensure that each product is not moved to the next assembly stage unless it has undergone an automated inspection of the current stage so far.
V&V teams at Exicom are separated from the main R&D organizations serving as a vital gatekeeping function. This helps ensure that each product is critically re-evaluated independently of the original design before mass production is commenced.
The V&V process has three key factors: electrical robustness, thermal robustness, and communication interoperability.
- Electrical testing involves simulating a wide range of grid conditions. To be grid-compatible, V2G chargers need to withstand not only the normal 230V/415V input voltages but also spikes and brownouts frequently encountered in emerging countries. With regenerative power supplies and electronic loads, V&V engineers can create almost any grid condition, making sure the charger protection circuitry is appropriately triggered by transients.
- Thermal V&V is carried out in environmental chambers to simulate accelerated life cycles. Accelerated temperature cycling (from $-20^\circ\text{C}$ to $+85^\circ\text{C}$) can detect failure mechanisms, such as solder fatigue or bond wire lift-off, well before it occurs in the real world.
- Finally, the most difficult part of modern V&V is communication testing. With the introduction of the ISO 15118 (Plug and Charge) and OCPP 2.0.1 protocol, the "digital handshake" between a vehicle, charger and back end is rife for error. Exicom's test engineers employ protocol analyzers to test chargers to confirm their ability to communicate with a range of different EVs, regardless of the manufacturer's software implementation.
The "Quality Gate" principle is that each step of the manufacturing process is a barrier to quality. Beginning with the Incoming Quality Control (IQC) process that identifies issues with incoming components as if they were the final product. If a vendor delivers a batch of capacitors that are just slightly off spec, the IQC gate won't let them into production.
We applied this principle at our new Hyderabad plant. The facility covers 18.4 acres and is built with 2.5X production capacity headroom, with cutting-edge robotics, ISO 8 cleanrooms and complete digital traceability. Each charger unit has its own "birth certificate" detailing every material used, every test conducted, and every assembly step. This traceability ensures if a system fails, we can examine its "digital twin" to check if the failure was due to a manufacturing issue and take immediate corrective action across the production line to prevent further issues.
This includes the SMT (Surface Mount Technology) line, which produces control boards. Here, 3D Solder Paste Inspection (SPI) verifies the integrity of the solder joints before placement. And once the reflow has taken place, 3D Automated Optical Inspection (AOI) confirms the final assembly. Boards that fail these checks are either automatically scrapped or sent to repair. By the time the charger makes it to the final assembly, its key electronic "organs" have already been confirmed at a 99.99% certainty. This avoids "second order" faults, where several small defects in a charger can add up to a catastrophic malfunction at the customer's site.

Advanced validation technologies confirm product integrity
To go beyond manual inspections, Exicom employs some leading technologies in electronics validation. We offer test data in which an inspector can place his or her trust. For instance, 3D optical inspection means that the process has "eyes" to detect problems that 2D AOI cannot see. If 2D AOI shows you that a component is present, 3D AOI will show you that the solder joint of that component is the proper volume and height for the vibration and thermal cycling of a 10-year outdoor install. They use Artificial Intelligence (AI), and Machine Learning (ML) to detect patterns of degradation in the production process and notify the engineer before a failure can happen; a control philosophy referred to as "Zero-Defect Manufacturing". Our IQC professionals conduct stringent dimensional and electrical checks to make sure each part meets "Automotive-Grade" levels.
Dimensional checks confirm the fit of enclosures and heat sinks made from sheet metal and ensure an enclosure does not lose its IP (Ingress Protection) rating. Electrical checks assess the characteristics of power semiconductors, capacitors, and magnetics. For example, we test the insulation of high voltage cables at a much higher voltage than they are expected to operate to ensure they don't break down later. This preemptive filtering ensures that the very best components are used to make your charging network. Our IQC is so detailed that it detects problems on the molecular and structural level. We use vernier calipers within a tolerance of 5 microns to check the sheet metal parts. This is essential for heat dissipation in the charger; the slightest gap between a power module and the heat sink (fractions of a millimeter) can cause hot spots and components to fail.
For magnetic elements such as inductors and transformers - the key components of power conversion - we provide flux density testing. If the flux density is wrong, this can result in core saturation, which will reduce efficiency and cause the transformer to overheat, which is a common cause of "burn-out" of the power module. Finally, all cable harnesses undergo an automatic continuity and high-potential (Hi-Pot) test. We're testing not just that they are connected but also the insulation can withstand 1000V+ ensuring that it's safe for both the device and the user. The "brains" of an EV charger is its control boards and power logic. We validate them using a twofold approach of validation and verification: In-Circuit Testing (ICT) and 3D Automated Optical Inspection (AOI) to ensure they work flawlessly for 10 years.
The ICT is a type of "autopsy in-progress" of the board itself. The tester uses a "bed of nails" to apply voltage to the board's individual resistors, capacitors and ICs to verify their operation, and that they weren't damaged during the high-temperature soldering operation. At the same time, the AOI system with high-speed cameras and controlled lighting checks the physical interconnections.
Powerful equipment such as the FOCUS-2000 ICT and 3D KOHYOUNG SPI/AOI automatically measure the amount of solder and check electrical connections without human bias. We use state-of-the-art process control equipment used by the leading automotive manufacturers. For example, the FOCUS-2000 ICT testing system features patented CMOS digital switching technology for the most accurate measurements on the market. Unlike relay-based testers, it can sense tiny component value changes suggesting the presence of a latent defect.
The Koh Young Zenith series of 3D optical inspectors are the epitome of Industry 4.0 for inspection. It employs "True 3D" analysis to measure the volume of all the solder joints and compares them to IPC-610 standards. This is important for electric vehicle (EV) chargers, and their components are subject to large amounts of expansion and contraction (thermal cycling). If the solder joint isn't large enough, it will fail due to fatigue. The Koh Young vision system finds these "starved" joints and marks them for rework prior to the board being turned on. This information is then sent back to the printer to help in on-line control of the process; a closed-loop manufacturing system.
The last step in our reliability life cycle is "stress testing." After a charger is assembled, we perform tests that expose it to the worst-case situations that may occur. This is done in our smart testing and burn-in facilities.
Burn-in testing is a form of "accelerated aging". We load the charger to its rated capacity and run the charger for a long time in a high-temperature chamber. The idea is to "burn out" "infant mortality" equipment - the equipment works but has a flaw that would cause it to fail in the first 100 hours of operation. By introducing these faults in the factory, we ensure that every charger that leaves our factory and goes to a CPO has passed the most critical part of its life. To automate this process, our smart testing stations put the charger through hundreds of "plug and unplug" cycles, communication exchanges and grid fault tests, to ensure precise software and hardware alignment.
Once the units are assembled, the smart testing stations and burn-in chambers ensure the units will survive in the long term. At Exicom, we don't believe in "sample testing". Each unit out of the Hyderabad factory goes through a final gateway. These test facilities simulate charging scenarios using Hardware-in-the-Loop (HIL) systems. We can be a Tesla, a Hyundai, or even a large Electric Bus, and ensure the charger's firmware responds properly to various Battery Management System (BMS) commands.
This final reliability check is why our electric vehicle supply equipment (EVSE) has such reliable uptime. We don't sell equipment, we sell a proven asset that has "proven" its worth in a controlled laboratory environment. This guarantees a CPO less dead-on-arrival (DOA) equipment, shorter deployment times and a stable network making you money right out the box.
In the rush to build out charging networks, the industry has often prioritized speed of deployment over the long-term resilience of the hardware. But as the market matures, CPOs are realizing that the most expensive charger is the one that stays offline.
We must view reliability as a fundamental manufacturing constraint. By leveraging Industry 4.0, replacing subjective human inspection with the objective precision of 3D metrology and digital traceability; we move from a reactive maintenance model to a proactive "Zero-Defect" philosophy. This protects the credibility of the entire EV movement.
Ultimately, our goal is to reach a point where technology becomes invisible. When the "digital handshake" between a car and a charger is flawless every single time, we’ve done more than just shipped a product. We’ve built the trust necessary to move the world toward a cleaner future. For the modern CPO, that certainty is the ultimate competitive advantage.
Frequently Asked Questions
Lorem ipsum dolor sit amet, consectetur adipiscing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua. Ut enim ad minim veniam, quis nostrud exercitation ullamco laboris nisi ut aliquip ex ea commodo consequat. Duis aute irure dolor in reprehenderit in voluptate velit esse.
Lorem ipsum dolor sit amet, consectetur adipiscing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua. Ut enim ad minim veniam, quis nostrud exercitation ullamco laboris nisi ut aliquip ex ea commodo consequat. Duis aute irure dolor in reprehenderit in voluptate velit esse.
Lorem ipsum dolor sit amet, consectetur adipiscing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua. Ut enim ad minim veniam, quis nostrud exercitation ullamco laboris nisi ut aliquip ex ea commodo consequat. Duis aute irure dolor in reprehenderit in voluptate velit esse.
Lorem ipsum dolor sit amet, consectetur adipiscing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua. Ut enim ad minim veniam, quis nostrud exercitation ullamco laboris nisi ut aliquip ex ea commodo consequat. Duis aute irure dolor in reprehenderit in voluptate velit esse.
Lorem ipsum dolor sit amet, consectetur adipiscing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua. Ut enim ad minim veniam, quis nostrud exercitation ullamco laboris nisi ut aliquip ex ea commodo consequat. Duis aute irure dolor in reprehenderit in voluptate velit esse.
.webp)

.webp)